

Виды брака в гальванике
Содержание статьи:
- Отслоение покрытия (отлуп)
- Пригар
- Растрескивание покрытия
- Питтинг
- Полосы и разводы на металле
- Непрокрытие
- Отсутствие блеска (блеск неблестящих осадков)
Любое производство в процессе работы сталкивается с браком. Это некачественный результат работы при повторяющихся условиях выполнения. Гальваническое производство не является исключением. К браку в гальванике относится некачественное покрытие. Некачественное покрытия может быть связано с различными причинами:
- дефекты литья изделия
- дефекты полировки
- дефекты изготовления: остатки полировальных паст и следы металлобработки
- дефекты нанесенного слоя металла
Брак и дефекты отрицательно сказываются на внешнем виде изделий и свойствах поверхности. Для обеспечения качественных осадков все изделия должны подвергаться визуальному входному контролю. По результатам осмотра, при обнаружении дефектов, детали могут быть возвращены на переподготовку. Ошибки литья и полировки невозможно устранить методом гальваники, так как гальванические покрытия имеют незначительную толщину по сравнению с глубиной литьевых пор и царапинами от полировки и шлифовки. При невозможности провести дополнительную подготовку, к покрытым металлам нельзя применять требования по гладкости осадков.
Входящие дефекты – один из возможных причин брака гальванического покрытия, но не единственный. Существует несколько видов брака покрытий, связанных именно с процессом гальванической обработки, их следует разобрать отдельно.
Отслоение покрытия (отлуп)
Одной из самых частых браков гальванического покрытия является отслоение металла от основы, на производстве такой дефект называется «отлуп». Данный вид брака чаще всего вызывается некачественной подготовкой поверхности изделия. В случае нанесения на металлическую поверхность детали отслоение происходит при:
- Браке обезжиривания поверхности
- Отсутствии активации исходного металла
- Нанесении гальванического покрытия на непроводящий или плохо проводящий металл


Способы устранения отслоения покрытия:
Такой дефект требует полного удаления некачественного осадка и повторения процедуры покрытия с самого начала.
Если отлуп полный, то есть покрытие нигде не держится на детали – это очень простой брак, его легко удалить механически, но если отлуп происходит только частично, то удаление такого брака вызывает много трудностей, особенно если изделия имеют сложную форму или высокую точность (узкие допуски).
Без удаление некачественного гальванического покрытия нельзя продолжать работу.
Дефект отлуп на непроводящих поверхностях тоже встречается очень часто. В этом случае отслоение покрытия чаще всего происходит из-за напряженности растущего гальванического металла. Внутренние напряжения металлического покрытия выше, чем адгезия металлизации к непроводящей основе. Гальванический металл – затяжка отрывает слой металлизации от основы и это, конечно требует полного удаления слоя затяжки и слоя металлизации. При переподготовке непроводящих деталей, во избежание повторного дефекта следует уделить особое внимание травлению и активации основы.
Пригар
Еще один распространенный брак покрытия это пригар. На изделиях это вид гальванического брака выглядит как иголки, шарики или наросты сложной формы на острых выступающих углах детали. Дефект этого типа обычно вызван превышением рабочей плотности тока на гальванической ванне. И чем выше превышение, тем грубее и крупнее будет пригар на детали. Чаще всего, этот дефект можно получить на электролитах с высокой плотностью рабочего тока, например, на электролите блестящей меди. Пригоревшие участки блестят, то толщина слоя металла там значительно превышает толщину гальванического металла на основной площади изделия. Если пригар небольшой (высокий ток воздействовал недолгое время), то он может выглядеть как матовое грубое покрытие, металл растет не отдельными атомами, а крупными скоплениями на точках начала роста.
Способы решения проблемы пригара:
Механически или (если возможно) химически удалить дефектный осадок, снять гальваническое покрытие надо полностью, даже в той части, где брака нет. Это нужно чтобы повторное покрытие росло равномерно. В некоторых случаях пригар можно оставить на поверхности изделий. Художественные изделия, авторские работы могут допускать дефекты покрытия в качестве декоративного элемента.
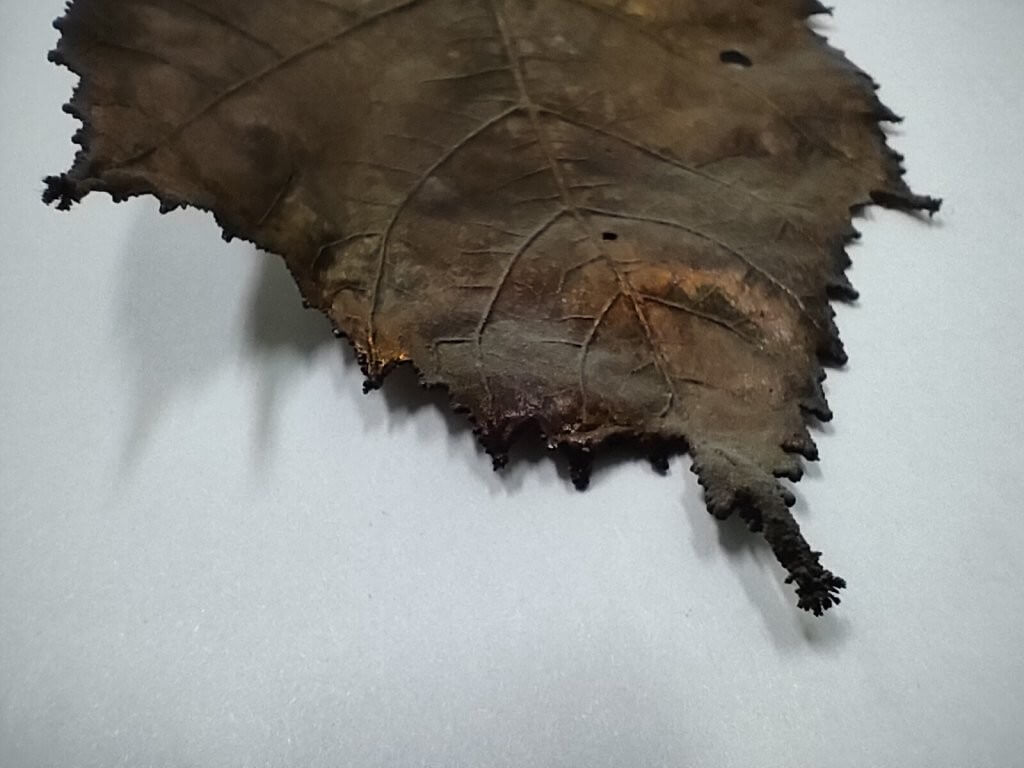
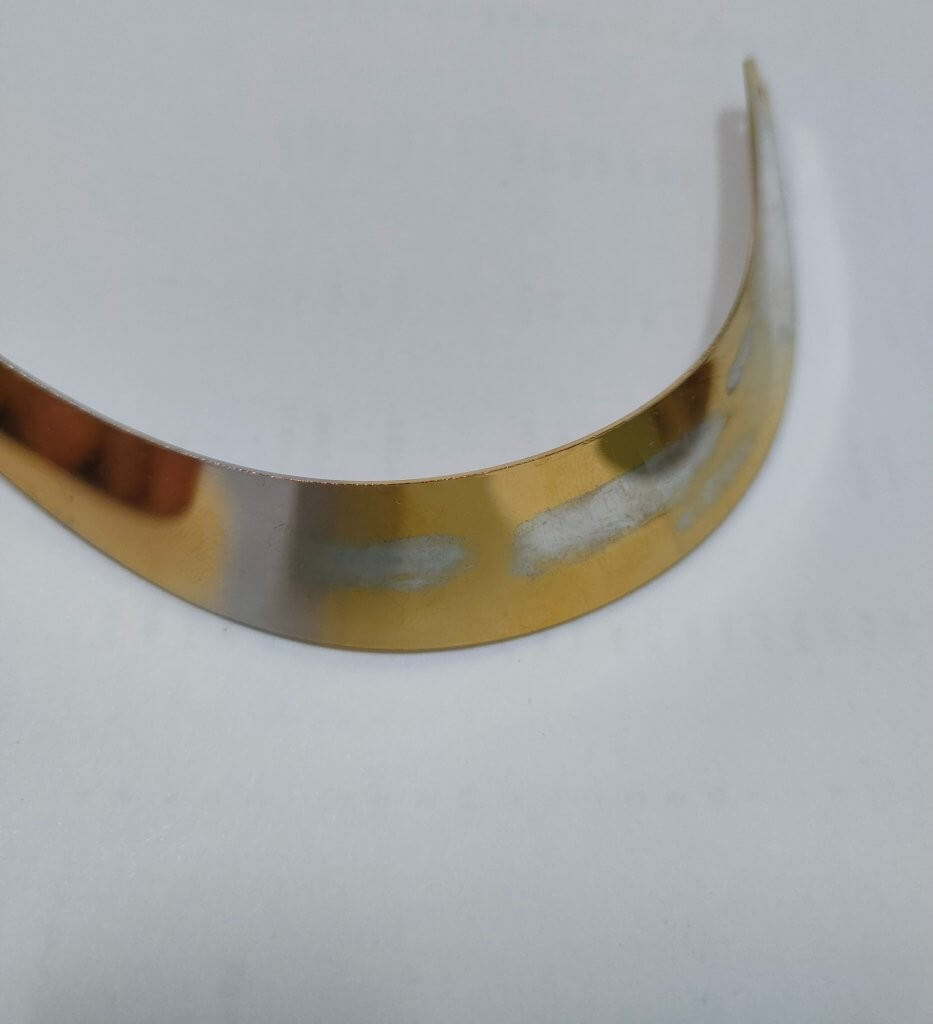
Растрескивание покрытия
Этот вид дефекта встречается не часто. Растрескивание характерно для изделий, которые подвергают механическому воздействию после гальваники. Коэффициенты расширения основного металла и гальванического покрытия могут значительно отличаться, поэтому при сгибании на поверхности могут появляться трещины.

Решение роблемы растрескивания покрытия:
Удалить покрытие любым способом, отформовать изделия и нанести новое гальваническое покрытие по стандартному процессу в гальванической ванне без последующей формовки.
Питтинг
Этот дефект относится к браку электролитов. Если при соблюдении рабочих плотностей тока, соотношении анод:катод, и качественной подготовке изделий появляется брак типа питтинга, то проблемы надо искать в электролите. Загрязнение органическими примесями, попадание полировальных паст, перегрев гальванической ванны, уход показателя кислотности от рабочих значений, – все это может быть причиной питтинга на поверхности. Собственно, причина брака – это повышенное газообразование в электролите, пузырьки газа врастают в покрытие и на металле это выглядит это как мелкая сыпь.

Способ решения питтинга:
Надо полностью удалить некачественное покрытие, либо частично его отшлифовать и отполировать, убрать все следы брака. После этого можно продолжать работу.
Наносить новое покрытия в том же электролите нельзя, его нужно откорректировать по результатам анализа, провести пробную обработку на тестовой детали и, при отсутствии брака, вернуться к рабочим изделиям.
Полосы и разводы на металле
Данные дефекты чаще всего вызваны отсутствием или чрезмерным перемешиванием раствора.
Решение проблемы разводов на металле:
Поверхность металла отполировать, вывести в нужное состояние, добавить/убрать перемешивание, отслеживать состояние гальванического покрытия в процессе работы.
Непрокрытие
Один из видов брака отлуп. Обычно дефект связан с остатками старого покрытия или же с некачественной подготовкой металла для гальванической обработки.

Способы решения: такие же, как в случае вида брака «отлуп».
Отсутствие блеска (блеск неблестящих осадков)
Это дефект самый простой из всех перечисленных. Связан с нарушением режимов обработки. Либо не верно выбрана плотность тока, либо нарушено соотношение анод:катод, либо все перечисленное.
Решение проблемы непокрытия:
Исправить режим обработки. Чаще всего, поверхность можно не обрабатывать и не снимать старое покрытие, перекрытие на правильном режиме решает эту проблем

Гордиенко Анастасия Вадимовна
Автор материалов
Должность: главный технолог ООО «6 микрон»
Образование: высшее
Опыт работы в гальванике: 13 лет
Смотрите также:
- 10000Содержание статьи: Что нужно знать о гальванике своими руками в домашних условиях Выбор покрытия для гальваники своими руками Подготовка к…
- 10000История гальванопластики Основы гальванопластики были заложены практически одновременно с основами гальванического производства. Основной задачей гальванопластики в то время было получение…
- 10000Содержание статьи: Виды золочения дома Гальванический способ Раствор для электролита Готовые решения для гальваники Технология золочения придает свежий и праздничный…